Mastering Tooling Management: Sourcing, Program Oversight and Preventative Maintenance
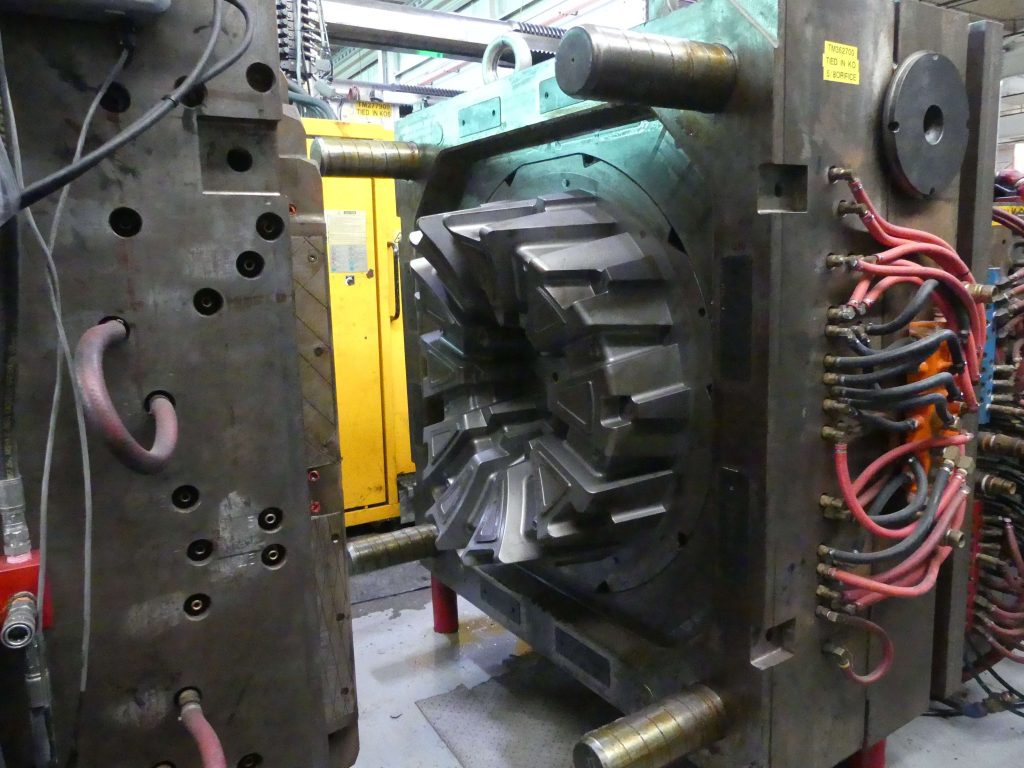
The right tooling is essential for efficient, high-quality manufacturing. At Baytech Plastics, we manage the full tooling lifecycle, including sourcing, transfers, program oversight and…